The new WarpJet creates quite a stir during interlacing
KARL MAYER’s new interlacing system equipped with nozzles improves filament cohesion and reduces air consumption
One of the most important requirements made of yarns for high-speed processing in weaving and warp knitting is that their surfaces must be smooth in order to guarantee smooth processing. The demands put on the quality of the yarns can be met by a number of special processes. One of these is the interlacing process. This processing stage for ensuring that the surface is smooth and uniform is based on the principle of improving the fibre cohesion by intermingling. It is part of the warp preparation process and has, therefore, been the focus of continuous optimisation work at KARL MAYER, the leading manufacturer of preparation systems for warp knitting and weaving. One of the company’s most recent innovations is a completely new interlacing system that results in considerable economic advantages in warp preparation and the subsequent fabric production sequences.
Sizing and interlacing – two ways of guaranteeing firm filament cohesion
Continuous yarns are usually made up of a number of individual filaments that have to be twisted during the manufacturing process. This protective twist creates an initial, loose cohesion, but it is not usually adequate for the weaving process. If filament cohesion is too loose, the individual filaments may splay out, bunch up or tear during subsequent fabric-forming at high speed. However, these problems can be solved by sizing. This chemical process involves treating the yarn with a sizing agent. This improves the yarn cohesion but the size has to be removed in an additional processing stage after weaving. The effluent produced during this process is associated with high pollution loads, and the procedure is also extremely labour-intensive. Interlacing, on the other hand, is more efficient and less damaging to the environment.
During interlacing, the filaments in a yarn are joined together mechanically by the application of compressed air. This process is both simple and efficient: the yarn passes through an elongated nozzle, into which air at a high pressure is blown, and the resulting dynamics produce an oscillating motion. As the rotating yarn passes through the exit opening of the nozzle, a defined turbulence is generated, which results in pronounced twisting on the right and left. The filaments are braided and fixed to each other at the torsion points – the interlacing points (Fig. 1). With this mechanical process for consolidating yarns, the entangling points are decisive for the success of the process. A large number of points guarantees a firm cohesion of the filaments, especially with fine yarns. However, a large volume of compressed air has been needed until now, which means that energy consumption was high. This has restricted the use of the TGM process with its interlacing discs that has been used until now. The efficiency has been a problem, especially with fine multifilament yarns of less than 50 den: too much compressed air was needed, and the required number of interlaced points could only be achieved to a limited extent. This resulted in reduced weaving efficiency. The new WarpJet from KARL MAYER operates more ingeniously and comes like a breath of fresh air to the interlacing business. KARL MAYER was assisted in the development of this innovative system by Saurer-Heberlein, a specialist in air-jet nozzles
Nozzles improve interlacing efficiency
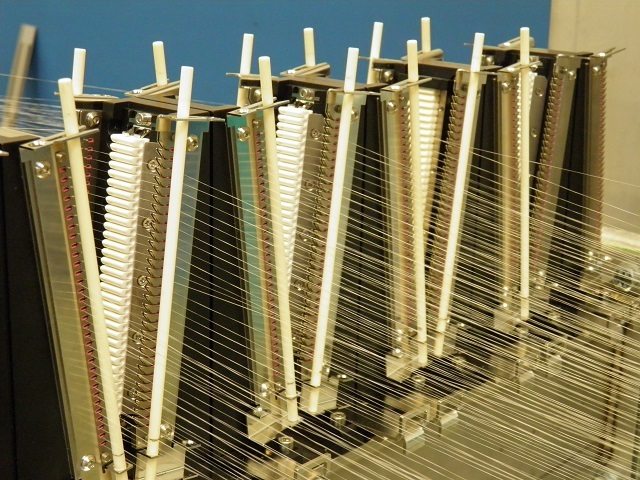
The new WarpJet interlacing system no longer operates, as before, with interlacing discs but with elongated nozzles, into whose channels the compressed air is introduced. 32 of these nozzles are arranged in a single element and two elements are located opposite to each other in a pyramid arrangement (Fig. 2). The pyramids are fed with compressed air from below via a device consisting of an interlacing stand and arm. There are seven fixed pyramids and one optional pyramid per arm, and two arms are arranged in tiers on each side. The standard version thus enables up to 1,792 yarns to be processed at a maximum speed of 800 m/min.
This clever design simplifies handling during threading-in and dealing with yarn breakages but, above all, the interlacing nozzles guarantee excellent intermingling. Experiments carried out to compare the old and the new systems have shown that 20% more interlaced points can be produced for 20% less compressed air consumption, figures that can be changed by controlling the volume of air, depending on customer requirements. For example, the costs can be reduced by an average of about €20,000 per unit per annum by the lower consumption of compressed air – without any change in the yarn strength. The type of nozzle also influences the end result. Two types are available: the short, standard jets, the FiberJets 11.0 and 13.0 for average requirements in terms of compressed air consumption and number of interlaced points, and the longer, high-performance jets, the PolyJets HP090A/WP01, HP113A/WP10 and HP134A/WP20 – an optimum type of jet is, therefore, available for every yarn. The high-precision components, processed by diamond tools, can be used when there is a need for maximum efficiency and strength of the yarns that have to be processed. The different nozzles can be changed very easily manually, without using any additional equipment.
Sales launch following extensive testing
WarpJet is the result of painstaking development work and extensive, lengthy testing at KARL MAYER. The tests included studying three extreme cases, i.e. a very thick yarn comprising several filaments, in which bonds could easily be produced, an equally thick yarn comprising a few filaments, which results in a more unfavourable interlacing behaviour, and a thin yarn comprising a few filaments, which makes high demands of the interlacing process. Very good results were obtained in all three cases in the company’s own laboratory. Tests are due to start in a customer’s plant in the autumn. In this case, a suitable partner had to be found, which was not a problem for KARL MAYER’s product developers, since customers involved in warp preparation say that they are very interested in new developments that allow them to improve the quality of their products whilst reducing costs at the same time and they are looking forward to the tests being completed with great interest. If everything goes according to plan, WarpJet will be available for purchase in January 2016.
Back to overview
Fig. 1: Enlargement of an interlaced yarn