Säcke am laufenden Band – mit der RDS 11 EL von KARL MAYER im Online-Prozess
KARL MAYER hat seine Anlagentechnik für die Herstellung von Verpackungssäcken neu aufgelegt. Mit dem vollstufigen System lassen sich wie bisher in einem Nonstop-Prozess aus vorgelegten Folien nutzungsfertige Produkte mit höchster Effizienz und Qualität herstellen. Neu ist die Flexibilität der Anlage. Die Doppelraschelmaschine als wichtigste Komponente wurde mit einem EL-Mustergetriebe ausgestattet und macht damit variable Sacklängen und Legungen möglich.
Mit fünf Messern pro Zoll von der Folie zum Bändchen
Am Beginn der Prozesskette zur Sackherstellung steht ein FTL-Aggregat. Der Anlagenbestandteil schneidet mit einem Schneidbalken eine doppellagige Primärfolie aus Polyolefinen in Bändchen und verstreckt diese in einer Heizzone zu monoaxialen Folienflachfäden.
Diese laufen, abgestimmt auf den Verbrauch, in die nachfolgende Doppelraschelmaschine vom Typ RDS 11 EL ein. Die bedarfsgerechte Bändchenzufuhr ist entscheidend für die Online-Prozessführung, ebenso die exakte Abstimmung der gesamten Anlagentechnik (Abb. 1). „Bei der Nonstop-Abfolge muss alles funktionieren, müssen alle Komponenten harmonieren – wie bei einem Konzert“, sagt Produktentwickler Rainer Baier bei der Maschinenpräsentation.
Bei der Grundkonfiguration bewährt
Die Vermaschung (Abb. 2) der Folienbändchen zu kompletten Säcken erfolgt auf einer RDS 11 EL. Die Maschine wird mit einer Breite von 193", der Feinheit E 6, einem Einzug 1 voll, 2 leer und einem Wirkelemente-Set aus zwei Schiebernadel-, zwei Abschlagkamm-, vier Grundlege- und sieben Musterlegebarren geliefert. Mit dieser Ausstattung arbeitet die RDS 11 EL eine Kombination aus Franse- und Schusslegung. Dabei entstehen zwei getrennte Warenbahnen, je eine durch die Grundlegebarren GB 4 und GB 5 auf der hinteren Nadelbarre und durch GB 7 und GB 8 auf der vorderen Nadelbarre. Die beiden Netzbahnen werden durch die Musterlegebarre PB 6 einseitig in Arbeitsrichtung miteinander verbunden. Die Naht bildet den Boden des Verpackungssacks. Die gegenüberliegende Seite bleibt zur Befüllung offen. Die Öffnungen in horizontaler Richtung werden durch einen Legungswechsel ebenfalls geschlossen, wobei die Seitennähte des Sacks entstehen.
Mit EL-Ausstattung Säcke nach Maß
Bei der effizienten Ready-to-use-Fertigung bietet die RDS 11 vielfältige Optionen. Zu den Möglichkeiten gehören u. a. die Einarbeitung von Verschlussbändern, einer Lasche für die automatische Befüllung, von Haftstreifen für ein nachträgliches Banderolieren und von Kontaktfäden für die weitere Ablaufsteuerung. Vor allem aber sind die Dimensionen des Produkts veränderbar. So können die Öffnungsweiten der Netzstrukturen durch die Maschendichte, also per Abzug, und durch die Legung eingestellt werden. Zudem lässt sich die Tiefe des Sacks durch den Einzug der Legebarren in Abhängigkeit von der Anzahl der parallel gefertigten Warenbahnen variieren und die Breite des Behältnisses dem Bedarf anpassen.
Die Breite wird durch die Rapportlänge bestimmt, die frei gewählt und einfach modifiziert werden kann. Grundlage hierfür ist eine Neuerung gegenüber dem Vorgängermodell: die Ausstattung der RDS 11 mit einem EL-Mustergetriebe (Abb. 3). Die elektronische Lösung ersetzt die bisherige mechanische NNC-Variante. Sie kommt ohne Musterketten oder -scheiben aus und macht einfache Musterwechsel und Veränderungen der Wiederhollängen zur Einstellung der Sackgröße möglich. Die vielfältigen Potenziale lassen sich durch die ebenfalls neue Ausstattung der RDS 11 EL mit dem bewährten KAMCOS®-System unkompliziert nutzen.
Stapel oder Wickel, jede Produktablage ist möglich
Für die Abnahme der gewirkten Säcke stehen zwei Lösungen zur Verfügung: die Aufrolleinrichtung 26/6 und die Sacktrennmaschine STMR. Die Aufrolleinrichtung bildet aus den Sackbahnen Warenwickel, die als sogenannte Automatensäcke vollautomatischen Abfüllmaschinen vorgelegt werden.
Alternativ entstehen beim STMR-Prozess befüllfertige Einzelsäcke in gestapelter Form. Hierfür laufen die Warenbahnen über eine Walzenführung, an einer thermischen Schneideinheit vorbei, auf ein schwenkbares Gitter ein (Abb. 4). Ist die eingestellte Breite der Säcke erreicht, werden diese durch einen Horizontalhub der Schneideinheit entlang ihrer Seitennähte voneinander getrennt. Für die Erkennung der Schnittstellen per Sensortechnik arbeitet die RDS 11 EL einen Markierungsfaden ein (Abb. 5). Die separierten Säcke werden anschließend mit Hilfe des Schwenkgitters bis zum Erreichen eines Sollwerts aufgestapelt und abschließend durch ein Transportband abgeführt (Abb. 6).
Eine Anlage, die auf dem Markt ankommt
Durch die Online-Prozessführung und die hohe Effizienz der RDS 11 EL bietet die KARL MAYER-Anlage zur Sackherstellung einen äußerst hohen Output. Bei einer Geschwindigkeit von 900 Maschenreihen/min entstehen durchschnittlich 900 Säcke/h, in Abhängigkeit von den gewählten Abmaßen und Maschendichten.
Die hohe Produktivität und Flexibilität überzeugen am Markt. Die erste Komplettanlage mit FTL-Aggregat und Aufrollung für Automatensäcke verließ im September 2016 Obertshausen, den Stammsitz von KARL MAYER. Der Auslieferung waren zwei Jahre erfolgreiche Entwicklungsarbeit vorausgegangen.
Zurück zur Übersicht
Gesamtanlage mit FTL-Aggregat, RDS 11 EL und Aufrolleinrichtung für Automatensäcke
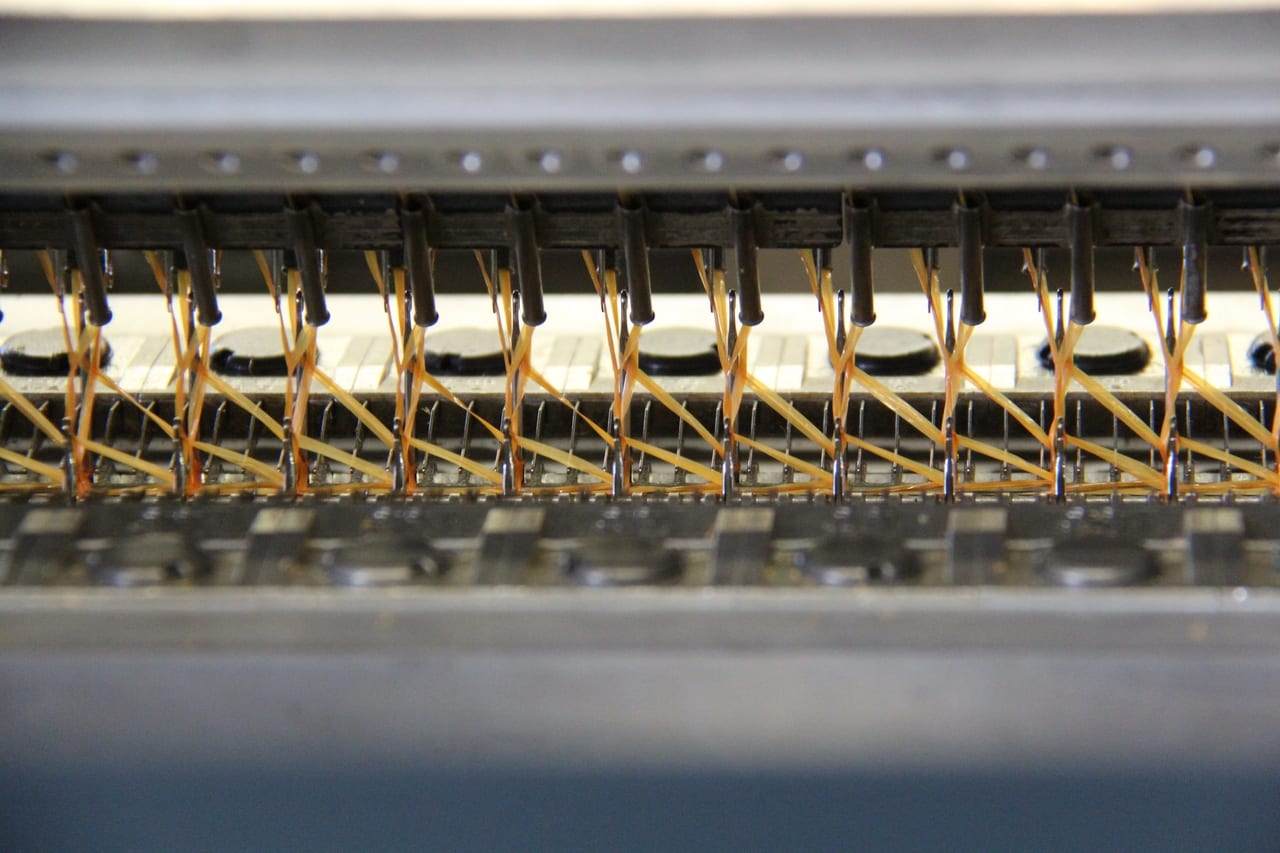
Die Wirkwerkzeuge der RDS 11 EL bei der Produktion von Säcken
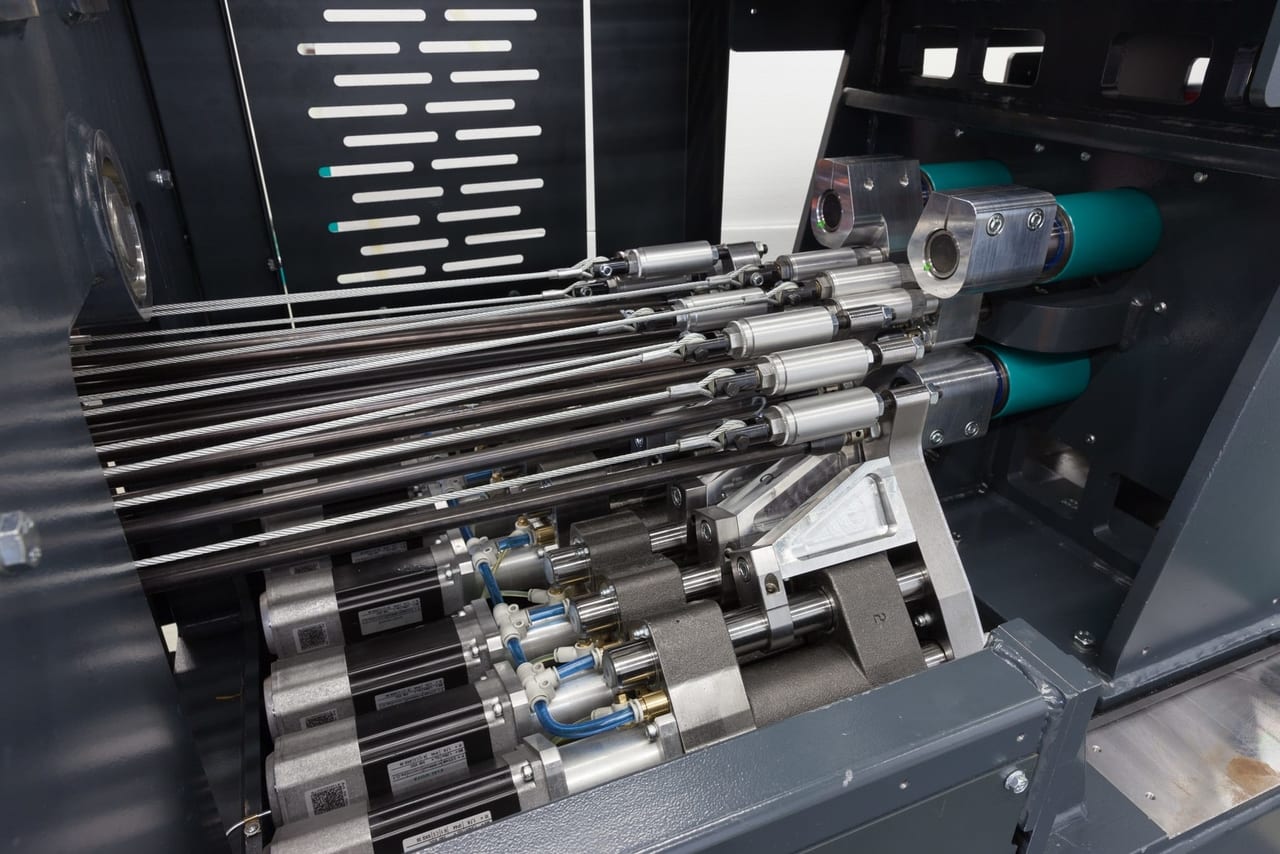
Das EL-Mustergetriebe an der RDS 11 EL

Schwenkbares Einlaufgitter mit Sackbahnen
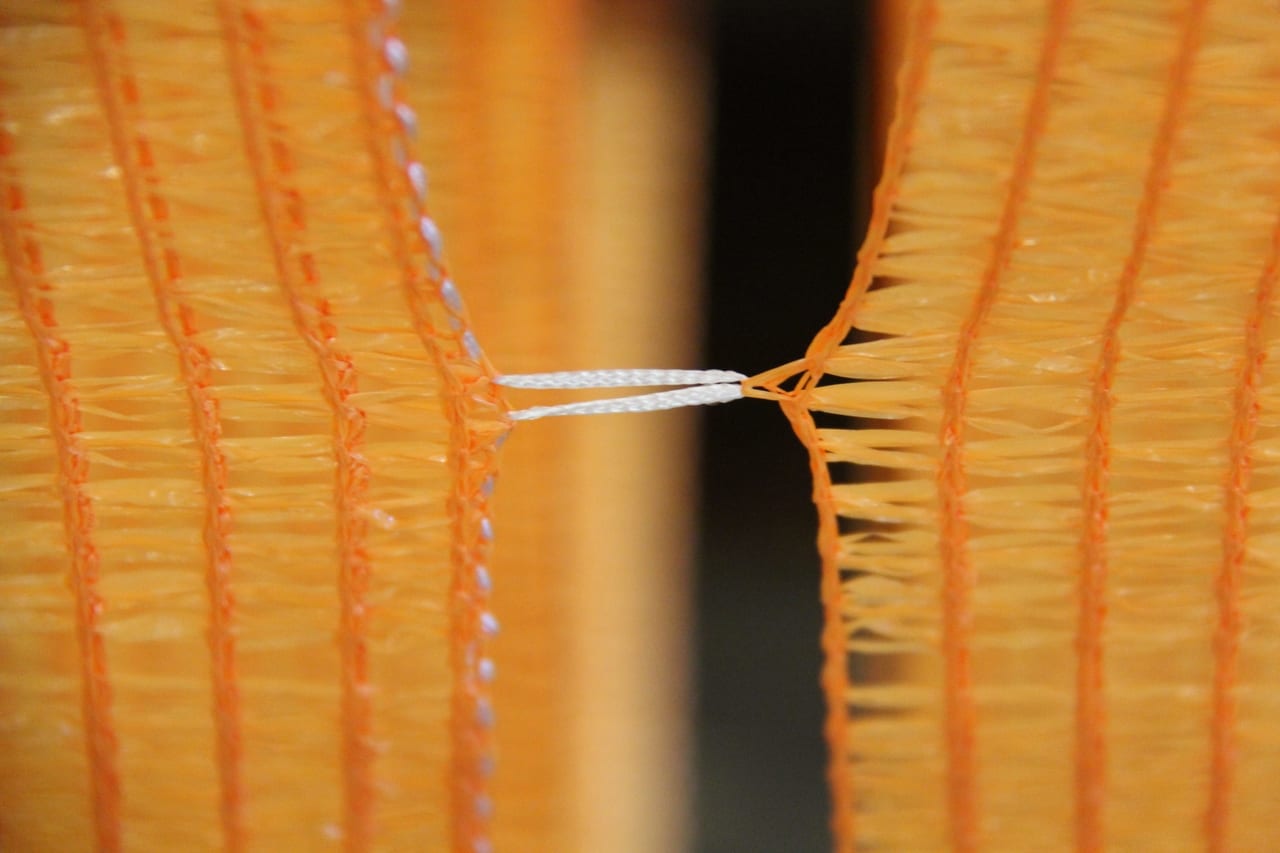
Markierungsfaden zum Auslösen des Schneidprozesses

