Die Guten ins Gelege, die Schlechten in die Absaugung – Tape-Monitoring nach dem Aschenputtel-Prinzip
Kontrolle und automatisches Ausschleusen von schadhaften Tapes an Carbon-Multiaxial-Kettenwirkmaschinen
Die Automobilbranche fertigt anspruchsvolle Produkte und ist dabei selbst äußerst anspruchsvoll, insbesondere wenn es um den Automatisierungsgrad und die Onlinequalitätssicherung geht. Die hohen Anforderungen fördern die Innovationsdynamik, vor allem bei Maschinen zur Produktion von Verstärkungstextilien, denn der steigende Einsatz von Leichtbaubauteilen mit textiler Bewehrung im Automobil bietet große Chancen. Unter den faserbasierten Armierungen haben sich die Produkte der Carbon-Multiaxial-Kettenwirkmaschine von KARL MAYER fest etabliert. Die Gelege bestehen aus absolut gestreckten Carbon-Filamenten – bei relativ geringen Flächenmassen im Verhältnis zum eingesetzten Garntiter. Mit diesem Aufbau sind sie prädestiniert für die Herstellung von geringen homogenen Grammaturen und qualitativ hochwertigen Carbon-Verstärkungstextilien. Durch den Einsatz von teuren, leistungsstarken Carbon-Filamentgarnen gewinnen die Premiumgelege nochmals an Güte. Um diese anspruchsvollen textilen Halbzeuge herstellen zu können, sind mehrere relativ grobe Carbon-Filamentgarne parallel zu spreizen und zu Tapes zusammenzuführen. Diese Tapes werden der Carbon-Multiaxial-Kettenwirkmaschine zugeführt, in einer Lage ab- oder in mehreren Lagen übereinandergelegt und an der Nähwirkstelle fixiert – ein durchdachtes Verfahren, mit dem sich die herausragenden Eigenschaften der Carbon-Filamente optimal nutzen lassen, wenn die Vorlagequalität stimmt.
Früherkennung statt Nachbesserung
Um höchsten Qualitätsansprüchen, insbesondere der Automobilbranche, gerecht werden zu können, darf kein fehlerhaftes Tape in das textile Halbzeug gelangen. Schadhafte Stellen müssen bereits im zugeführten Tape erkannt und entsprechende Tape-Bereiche ausgeschleust werden. Die Grundlagen hierfür sind sicheres Detektieren und Überwachen – Aufgaben, die durch den Geschäftsbereich Technische Textilien von KARL MAYER mit einer Neuentwicklung für Carbon-Multiaxial-Kettenwirkmaschinen erfolgreich gelöst wurden. Die Innovation zur Qualitätssicherung macht die effiziente Kontrolle bzw. Erkennung von Gassen und ihren Ausdehnungen in Länge und Breite, Tape-Breite, fehlerhaften Einzel-Rovings und dem Tape-Ende bzw. von Farbmarkierungen auf dem Tape-Trennpapier möglich. Zudem wird ein als schadhaft erkanntes Tape durch einen Absaugvorgang selbsttätig entfernt. Das automatische Ausschleusen wird dabei durch den Bediener oder per Software gestartet.
Die frühzeitige Erkennung und Beseitigung schadhafter Tape-Areale vereinfacht und optimiert die Qualitätssicherung. Dies wirkt sich in den Halbzeugen durch eine verbesserte Güte und eine verringerte Fehlerrate aus. Zudem ist eine Reduzierung der Ausschuss- und Abfallmenge, der Kosten und der Ressourcenbeanspruchung möglich.
Zwei Kontrollsysteme für multiple Überwachung
Die Kontrolle der Tape-Qualität erfolgt bereits vor dem Einlauf des Carbon-Materials in die Maschine – bevor die Tapes von Teilkettbäumen (TKB) oder vom Online-Carbon-Spreiz-Gatter in die Transportkette der Carbon-Multiaxial-Kettenwirkmaschine gelegt werden. Für den Vorabcheck stehen zwei Kontrollsysteme zur Verfügung.
Eine erste Überwachungseinrichtung arbeitet mit einem Sensor zur Farberkennung. Sie identifiziert in Abhängigkeit von ihrem Programmmodus das Tape-Ende und stellt damit sicher, dass ein Carbon-Tape zur Verarbeitung vorliegt. Alternativ kann das System farbliche Markierungen auf dem Tape-Trennpapier – verwendet beim Offline-Spreizen – erkennen. Der Sensor unterscheidet bis zu drei Farben. Wird eine davon detektiert, reagiert die Carbon-Multiaxial-Kettenwirkmaschine den kundenspezifischen Anforderungen entsprechend.
Ein zweites Kontrollsystem überprüft darüber hinaus, ob – bzw. mit welchen Abmessungen – Gassen in dem Carbon-Tape und fehlerhafte Einzel-Rovings auftreten. Zudem steht die Tape-Breite unter Beobachtung – ein Rundumcheck, der durch Hightech-Lösungen möglich wird. Zur Ausstattung der Überwachungseinrichtung gehören Kameras (Abb. 1), Leuchtmittel und ein Bildverarbeitungssystem.
Neben dem Ausschleusen bzw. Maschinenstopp beim Überschreiten von Toleranzwerten besteht die Möglichkeit, die ermittelten Messwerte zu den zugehörigen Meterzahlangaben in einer Datei zu speichern.
Sichere Mängeleliminierung per automatischen Auswurfmodus
Bemerken die Qualitätssicherungssysteme, dass die vom Kunden festgelegten Toleranzwerte überschritten werden, stoppt die Anlage und die Mängelbeseitigung setzt ein: Je nach Art des Fehlers wird der TKB ersetzt oder das fehlerhafte Tape geschnitten und abgesaugt. Der Auswurf des fehlerhaften Tapes erfolgt so lange über Greiferhub und Absaugeinrichtung am Leger, bis ein einwandfreies Tape vorliegt. Der Prozess folgt dabei einer exakten Choreografie:
Wird ein Fehler erkannt, stoppt die Maschine und der Bediener startet per Schalter oder Softwaresignal den automatischen Auswurfmodus. Im Betriebszustand zur Schadensbekämpfung zieht der Greifer zunächst das Tape (Abb. 2), bis das Kamerasystem das Fehlerende detektiert hat oder die Mindestauswurflänge bzw. der maximale Greiferhub (Arbeitsbreite) erreicht ist. Zudem kann der Greiferhub durch das Maschinenpersonal unterbrochen werden. Dann wird das Tape an der Bedienerseite geklemmt, die Absaugeinrichtung gestartet und der Greifer bewegt sich auf den Absaugkasten zu. Nun zieht die Absaugeinrichtung das Tape ein (Abb. 3). Dabei ist das Carbon-Band zwischen Greifer, Klemmeinrichtung und Luftstrom der Absaugung gespannt (Abb. 4). Kurz vor dem Absaugkasten stoppt der Greifer und gibt das Tape für die Absaugung eines seiner beiden Enden frei (Abb. 5). Anschließend wird das Tape an der Klemmeinrichtung geschnitten (Abb. 6), damit auch das andere Ende – an der Bedien- oder A-Seite – abgesaugt werden kann. Um den Fertigungsprozess fortzusetzen, bewegt sich schließlich der leere Greifer zur Bedienseite und greift ein neues Tape (Abb. 7).
Präzise Prozesse durch angepasste Komponenten
Für einen präzisen Absaugprozess muss der Absaugkasten optimal ausgelegt sein – hinsichtlich Luftströmung, zu verarbeitender Tape-Breite und insbesondere passend zum Legewinkel. Für die Legewinkelausrichtung gibt es zwei Varianten: zum einen verschiedene winkelspezifische Absaugkastenoberteile für Kunden, die mit wenigen festen Legewinkeln arbeiten. Mittels Passstiften und vorgegebener Bohrungen ist dabei ein einfaches, schnelles und sicheres Fixieren bzw. Wechseln des Absaugkastenoberteils möglich. Zum anderen hat KARL MAYER für Kunden, die eine größere Flexibilität benötigen, ein Absaugkastenoberteil mit freier Winkeleinstellung im Angebot. Auch dieses System erlaubt einen einfachen und leichten Winkelumbau.
Ein Beitrag zur Automatisierung
Der Geschäftsbereich Technische Textilien von KARL MAYER bietet mit dem automatischen Tape-Auswurf ein innovatives Qualitätssicherungsinstrument, mit dem die Gelegegüte gesteigert, der Abfall reduziert und die Kosten gesenkt werden können. Das Absaugen fehlerhafter Tapes erfolgt sicher und der Winkelumbau einfach und schnell – Eigenschaften, die das System zuverlässig und flexibel machen.
Zudem erfüllt KARL MAYER mit der Innovation einen zentralen Kundenwunsch – den nach einem hohen Automatisierungsgrad der Anlagen. Weitere Automatisierungsprozesse sind in Planung und werden nach Abschluss der Entwicklungsarbeiten präsentiert.
Zurück zur Übersicht
Abb. 1: Kameras des Qualitätssicherungssystems

Abb. 2: Der Greifer fährt mit Tape über die Arbeitsbreite
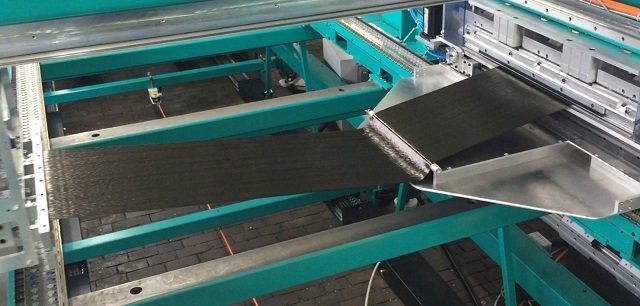
Abb. 3: Der Moment des Ansaugens des Tapes
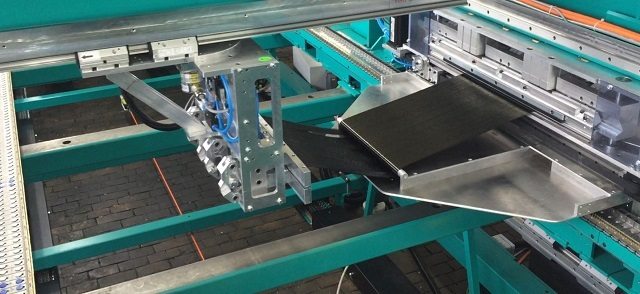
Abb. 4: Das Tape während des Absaugens
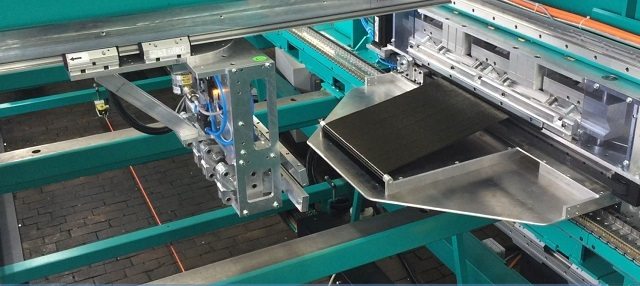
Abb. 5: Das erste Ende ist abgesaugt

Abb. 6: Schneiden des zweiten Endes

