WARPJET带来全新的纱线吹结技术
卡尔迈耶新型纱线吹结技术提高了纱线的内聚力,降低压缩空气的耗气量
在高速的机织和经编生产中,为确保生产过程顺利,对纱线的一个重要要求就是纱线表面必须光洁。这可以通过一系列的特殊处理方法来获得。其中一个处理方法就是吹结。它通过纤维纠缠提高纱线内聚力,确保纱线表面均匀光洁。卡尔迈耶是经编和织造准备设备的领先生产商,作为经纱准备环节的一部分,这个加工工艺是卡尔迈耶研发工作的重点。最近,该公司最创新的产品之一就是全新的纱线吹结技术,它为经纱准备和后续的面料生产环节带来了极大的经济效益。
浆纱和纱线吹结工艺——确保纱线拥有稳固内聚力的两个方案
纱线通常是由很多根单独的纤维组成,在生产中经过加捻而形成的一根稳定的纱线。加捻产生的纱线内聚力比较松散,通常不能满足机织的生产过程。如果纱线内聚力太松,在面料高速生产过程中,纤维就会散开、绕成一团或者扯断。不过这些问题可以通过浆纱来解决。这个化学的处理过程需要用上浆剂处理纱线。这样可以提高纱线的内聚力,但是需要一个额外的面料退浆工艺。这个过程中产生的污水会引起污染,并且要用到很多劳动力。而纱线吹结技术更加高效,环境污染更少。
在纱线吹结工艺过程中,纱线中的纤维通过压缩空气机械式缠结起来。这个过程简洁而高效:纱线通过一个细长的喷嘴,内部高压空气产生的动力使纱线高速旋转。旋转的纱线通过喷嘴出口端的时候,高速气流使纱线左右两端形成明显的捻度(图1)。由此,纤维互相缠绕在一起——即网络结点(图2)。在这个机械处理过程中,网结决定了这个加工过程的成败。网络结点越多就越能确保纱线稳固的内聚力,尤其是较细的纱线。然而,当前的处理过程需要大量的压缩空气,能耗相对较高。因此,目前使用的TGM处理过程受到了极大的限制,其工作效率也成为一个问题,尤其是低于50D的复丝需要压缩空气太多,而获得的网络点个数较少。这就导致织造效率的下降。卡尔迈耶的新型WarpJet系统设计巧妙,为纱线吹结工艺带来新的动力。卡尔迈耶在这个创新系统的研发中得到了喷气嘴生产专家Saurer-Heberlein的帮助。
喷嘴提高纱线网络工艺的效率
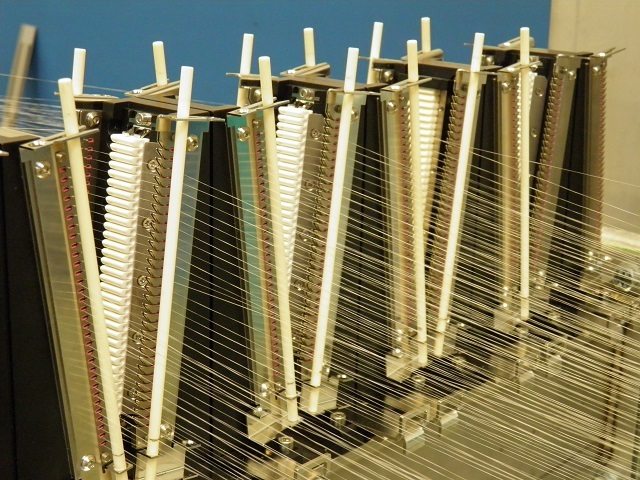
这个新型WarpJet采用了加长的喷嘴,在喷嘴中引入压缩空气。每个组件中安置了32个喷嘴,两个组件呈锥型相对而放(图3)。高压空气从底端进入这个锥型中。每个托臂上有7个固定组件和1个备用组件,两个托臂分别排列在两边。标准版本可以以最高800米/分的速度加工1792根纱线。
这个人性化的设计简化了穿纱及断纱处理过程,但是,最重要的是这个喷嘴保证了完美的纤维捻结。通过将新系统与旧系统相比较,新系统在降低20%的压缩空气损耗情况下还可以多生产20%的结点,根据用户需求,通过控制压缩空气的量还可以对这个数据进行调整。例如,在不改变纱线强度的情况下,通过降低压缩空气的损耗,平均每年能节省20,000欧元。喷嘴的型号也会影响最终结果。喷嘴型号有两种:根据压缩空气耗气量和网络点的个数,可选择满足常规应用的标准短喷嘴FiberJets11.0和13.0,高性能长喷嘴PolyJets HP090A/WP01, HP113A/ WP10和HP134A/WP20——适用于所有纱线的最佳喷嘴型号。这个高精密的组件由金刚石工具加工而成,可以用于加工高强度纱线。不同的喷嘴可以手动更换,不需要借助任何辅助设备。
大量测试后的市场投放
WarpJet是卡尔迈耶经过不断研发和漫长测试之后的成果。测试包括了三种极端情况,在第一种情况下,研究人员测试了含若干单纤维的粗纱,此类纱线的加工比较容易;第二种情况是常规纱线,它较难形成网络点;第三种情况是细纱,它对吹结工艺的要求很高。在卡尔迈耶自己的实验室中,这三种测试都取得了很好的测试结果。今年秋天,测试将在客户的工厂进行,卡尔迈耶经纱准备领域的客户对这个能提升产品质量同时又能降低成本的新研发非常感兴趣,他们期待测试的圆满成功。如果一切按照计划进行,WarpJet将于2016年1月问世。
返回概览
图1: 网络丝的放大照片